Welcome: OVICTOR GROUP CO., LTD
![]()
![]()
![]()
![]()
![]()

info@ovictors.com +86 13171716031
![]()
![]()
![]()
![]()
![]()




Description
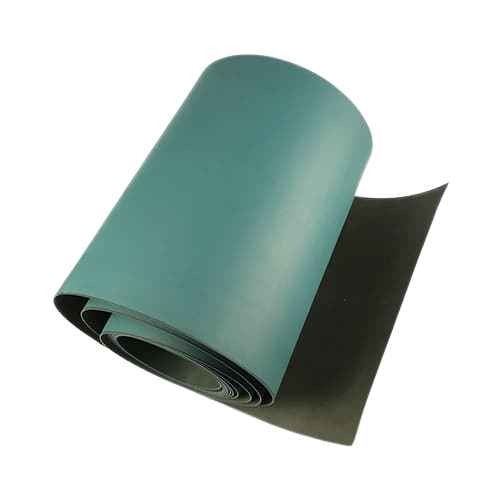
Composite CNC machine Turcite B Slydway Sheet is a nano-polymer composite material based on PTFE (polytetrafluoroethylene). It is a high-end Turcite B Slydway Sheet product for various precision machine tools, numerical control equipment, and machining centers with high precision requirements. It is rich in solid lubricant particles and has excellent friction and wears properties. In addition to improving the accuracy of machine tools, reducing damage caused by mechanical failures and lubrication failures, extending the life of mechanical components, it can also save energy and improve stick-slip performance. Therefore, it is widely used in the manufacture and maintenance of all kinds of ordinary machine tools and slide rails of textile, printing, papermaking, food, chemical, woodworking machinery, and other machinery.
The production technology and scale of our composite Turcite B Slydway Sheet are at the leading level in the same industry in the world. After a lot of experiments and research, our R&D department has found the best solution. Upgrade raw materials, adjust the ratio, and add special new materials. These innovations make our Turcite B Slydway Sheet get better performance. The wear resistance and lubricating performance are greatly improved. The material is more uniform and denser, which effectively eliminates internal stress, does not deform when cutting, and has a straighter shape, eliminating the problem of "ruffles". Technological innovation not only improves the performance of the product but also greatly reduces the cost. In this way, our products are more competitive than those of our peers.
Features and Benefits
1. Abrasion resistance. The wear resistance is 11 times that of cast iron guide rails, completely avoiding the depression of machine tool guide rails caused by friction. Long-term guarantee of the accuracy of machine tool guideways.
2. Low friction. Friction coefficient<0.04. Make positioning accurate and reduce energy consumption.
3. Self-lubricating. to avoid the friction of the guide rail caused by the failure of the lubrication system.
4. The dynamic and static friction coefficients are similar, the inching feed positioning is good, and the operation is stable.
5. Shock absorption and damping. Reduce noise and vibration to improve the machining accuracy of machine tools.
6. Adhesiveness. Activation treatment on one side, good bonding performance.
7. Easy maintenance. Low hardness, easy installation, maintenance, and replacement.
8. Acid and alkali resistance, moisture resistance, and high and low-temperature resistance. Extended service life.
Main Technical Data
|
Item |
Parameters |
Condition |
|
Abrasion Loss |
0.005mm/100km |
P=1.2MPa V=10m/min |
|
Friction Coefficient |
0.04 |
F=250N, n=200r/min |
|
Deformation rate under pressure |
0.092% |
P=1.2MPa t=24h |
|
Pv limiting value |
0.65MPaᵐ/s |
V=1.0m/s |
|
Shearing strength |
12MPa |
Hg4-853-81 |
|
specific gravity |
3.2 |
/ |
|
storage time |
15 Years |
/ |
Specification
|
Color |
Red/Blue/Green |
||||||||
|
Width(mm) |
100/200/300 |
||||||||
|
Thickness(mm) |
0.5 |
0.8 |
1.0 |
1.2 |
1.5 |
1.7 |
2.0 |
2.5 |
3.0 |
Installation.
Preparation:
Suitable external environment and the roughness of the adhesive surface will help the paste to be firm. The environment should be kept as clean and dust-free as possible, with a temperature between 10 and 40°C and a relative humidity of <75%. The surface roughness of the bonding surface of the metal guide rail is Ra12.5-25 μm; the matching guide rail should be slightly wider than this guide rail, and the surface roughness is Ra0.8-1.6 μm.
Cutting:
The cutting size should be appropriately larger according to the actual size of the bonding surface of the metal guide rail. The width is widened by 2mm to 4mm on one side to prevent slippage during pasting; the length is extended by 20mm to 60mm on one side to facilitate tensioning and fixing at both ends when pasting.
Cleaning:
Before bonding, it is necessary to derust and degrease the bonding surface of the metal guide rail. You can use emery cloth, sandpaper or wire brush to remove rust and impurities, and then wipe it with acetone and dry it; if the machine tool is seriously oily, you can use NaOH alkali first. Scrub with liquid, and then scrub with acetone; sandblasting can also be done on the bonding surface of the metal guide rail. At the same time, scrub the dark brown adhesive surface of the Turcite B Slydway Sheet with acetone and dry it for later use.
Paste:
Weigh an appropriate amount of AB type glue according to the weight ratio of A:B=2:1. After mixing and stirring evenly, the glue must be evenly applied to the bonding surface within 30 minutes (The Turcite B Slydway Sheet has been treated with sodium naphthalene on one side, showing deep Brown, this side is the bonding side). Use a sawtooth scraper to evenly coat the metal guide rail in the longitudinal direction, and evenly coat the Turcite B Slydway Sheet in the transverse direction, with the thickness controlled between 0.08mm and 0.12mm. Squeeze from the center of the Turcite B Slydway Sheet to both sides with your hands or tools to drive away the air bubbles and make them fully contact.
Curing:
curing at room temperature for 24 hours, curing pressure: 0.06 ~ 0.1MPa, the pressure must be uniform and constant, you can use the weight of the machine tool table itself to reversely press on the guide rail, the recommended pressure is between 30-35 kg/cm².
Processing:
remove the remaining glue and cut off the excess part of the Turcite B Slydway Sheet along the direction of the bonding surface of the metal guide rail. The Turcite B Slydway Sheet has good scraping performance and can be ground, milled or manually scraped to the precision requirements. During machining, it must be fully cooled by flood coolant and the feed rate should be small; with scraping, it can be carried out according to the usual scraping process. Contact The uniformity of the surface can reach 70%. The method of opening the oil hole and oil groove of the Turcite B Slydway Sheet is the same as that of the metal guide rail, but it is recommended that the oil groove generally not penetrate the Turcite B Slydway Sheet. The depth of the oil groove can be 1/2 to 2/3 of the thickness of the Turcite B Slydway Sheet, and the oil groove should be at least 6mm away from the edge of the Turcite B Slydway Sheet.
Name: Alex Zhang
Mobile:+86 13171716031
Whatsapp:8613171716031
Email:alex@ovictors.com
Name: Tex
Whatsapp:8618310003967
Email:tex@ovictors.com
Name: Lisa
Whatsapp:8618330856285
Email:info@ovictors.com
Add:Tengda East 7#,Qianjin Street,Hengshui,053000,Hebei,China.